Modern gigafabs cost five to 20 billion dollars – because the visible cleanroom is just the tip of the iceberg.
Categories
Modern gigafabs cost five to 20 billion dollars – because the visible cleanroom is just the tip of the iceberg.
Categories
Tags
Contact info
Silicon Saxony
Marketing, Kommunikation und Öffentlichkeitsarbeit
Manfred-von-Ardenne-Ring 20 F
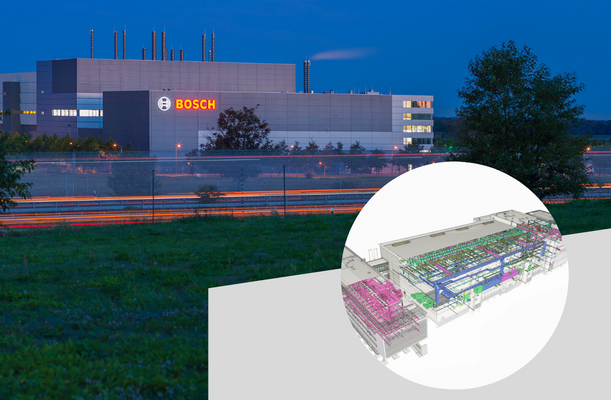
“The cleanroom that can be seen in many pictures of chip factories is actually just the tip of the iceberg,” explains Marek Jakowatz, the commercial manager of the new Bosch factory in Dresden, who was also responsible for global supply logistics in the Bosch Group for many years. “You don’t even see the other 90 percent, who make sure all’ the equipment works at all.” And from GlobalFoundries Dresden, “The basic infrastructure, the ‘basebuild,’ requires many times the amount of additional plant technology, most of which is densely packed and distributed directly underneath the cleanroom on a size of several soccer fields.”
This refers, for example, to elaborate piping systems and tanks for process gases, ultrapure water, silicon wafers (wafers), spare parts storage, control electronics, redundant power lines, refrigeration systems, filter systems for the cleanroom atmosphere and more. A significant part of these infrastructures is located in the “subfab,” invisible to visitors, a huge automated and mostly deserted supply factory below the actual manufacturing floor that keeps chip production running.
The above-average capital expenditure for modern chip factories begins in the shell construction phase: because even the small vibrations of a truck whizzing by on the neighboring street or a pump in the subfab would upset the sensitive exposure systems and cause expensive rejects, the cleanroom production levels of a chip factory must be vibration-free. Often, designers solve the problem by anchoring the lowest fab level to an underground slab of natural rock with piles dozens of feet long. The clean room is then decoupled from the rest of the building by small joints and strong springs. These and other precautions drive up the consumption of concrete, steel and other materials in the construction of a chip factory.
Additional construction costs arise from the desire to maximize the use of space in the elaborately supplied cleanroom. This leads to a pillarless design. This requires special design precautions that are far more costly than in a column-supplied shop floor.
A significant cost driver is the lithography equipment, vacuum chambers, dry etch, implantation and drying equipment, and many other high-tech systems required for the core process steps (“front end”) of semiconductor manufacturing. These systems (“tools”) belong to high technology and are correspondingly expensive. To manufacture a wafer, many such semiconductor tools are needed. Some of them cost “only” half a million euros, but others cost 15 million euros or more. If, for example, a fab uses lithography with extreme ultraviolet light (EUV), it can cost up to 120 million euros per system. To this must be added the cost of the mask sets, i.e. the exposure templates for each individual chip.
Due to the complexity of the process, but also in view of the fierce international competitive pressure, chip factories today are built to be highly automated right from the start, so that personnel costs – especially in high-wage countries – are not too significant. A certain degree of automation is relatively easy to achieve and is often already included in the equipment purchased. However, the closer this level of automation approaches the 100 percent mark, the more technologically complicated and expensive each additional percentage point becomes.
Cost factor “high-purity media”
For chip production, microelectronics companies need particularly processed and extremely pure gases and chemicals, as well as sometimes quite expensive special auxiliary materials. These include noble gases, hydrogen, oxygen, but also aqua regia, ultrapure water and wafers made of ultrapure silicon.
Chip factories are major consumers of electricity, heat, water and cooling. Bosch’s Dresden chip factory, for example, requires as much electricity as an entire small town with a population of around 30,000. GlobalFoundries’ Fab 1 needs around half a terawatt hour of electrical energy and as much thermal energy again each year.
The energy and material flows required for ongoing operations are usually routed redundantly to avoid a production stoppage under all circumstances. After all, if the equipment in a chip factory suddenly comes to a standstill due to a power failure or a missing process gas, this not only results in millions of euros worth of scrap, but it may then take weeks or even months to start up and run in the equipment again. GlobalFoundries Dresden has therefore built two small power plants of its own to provide additional backup. All these additional lines, buffers and reserves naturally cause extra costs.
With each new chip factory generation, the capital expenditure increases very significantly. As recently as the mid-1990s, costs of the equivalent of about 1.5 billion euros per fab were common. Today’s top fabs from TSMC, Samsung or Intel cost the equivalent of five to 20 billion euros. And this trend is likely to continue. “Ever more powerful semiconductor chips require ever more complex and thus more expensive technologies,” explains Dresden-based GlobalFoundries spokeswoman Karin Raths. “The rule of thumb here is that the smaller the structure sizes, the more a fab costs, as the machines and processes become even more complex and precise and also require more lithography masks.”
This article first appeared as part of our NEXT magazine, “In Focus: Microelectronics.” To the complete issue of the magazine.
More articles: Germany’s microelectronics landscape – The semiconductor heart of Europe beats here. European Chips Act: good, but good enough? Saxony’s chip industry strengthens its supply chains
Photo: Robert Bosch Semiconductor Manufacturing Dresden
You need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from Turnstile. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from Facebook. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from Google Maps. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from OpenStreetMap. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from Instagram. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from X. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More Information